
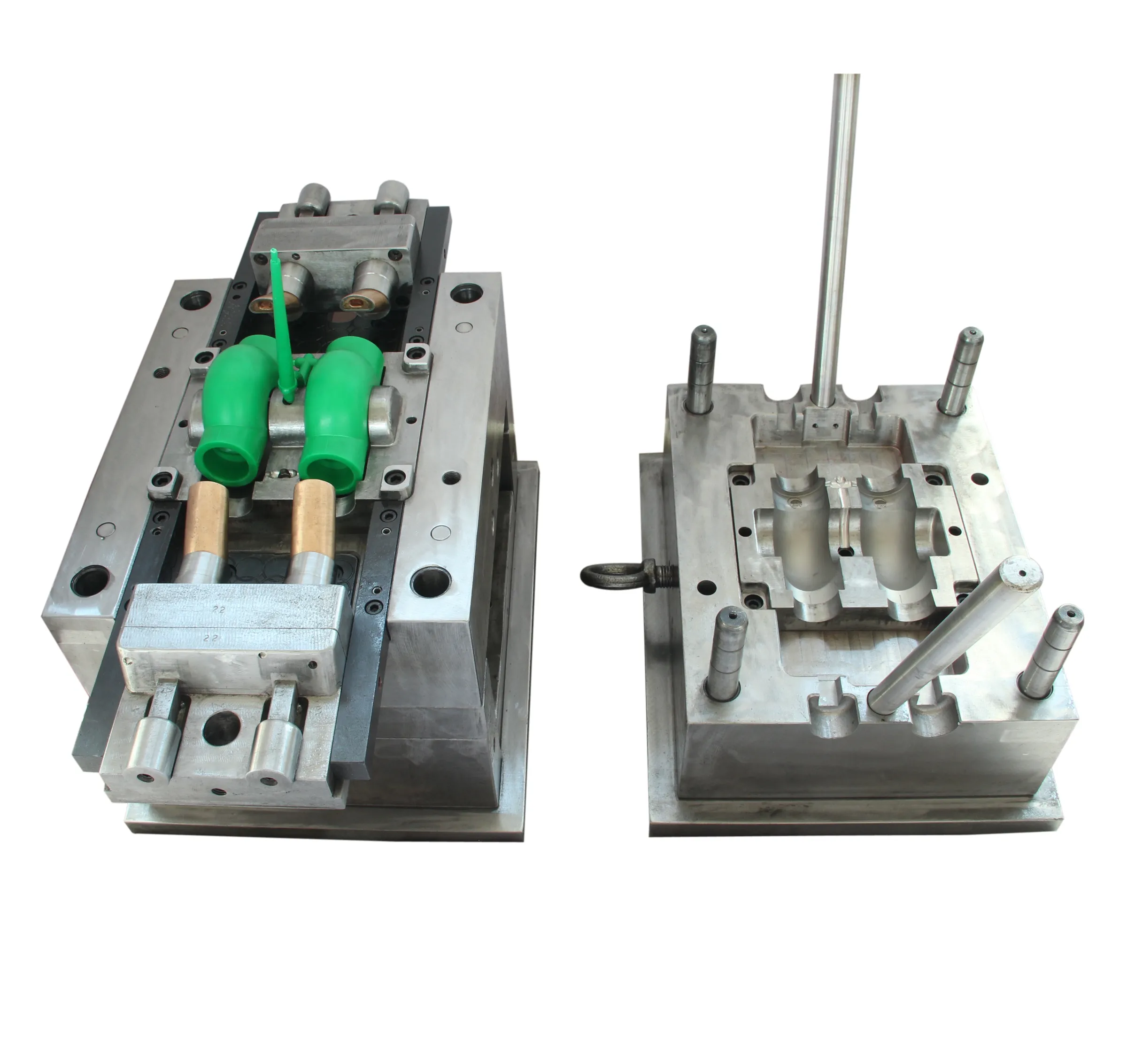
UPVC 50mm Albue 90° rør Fitting Form
Formens navn:UPVC 50mm Albue 90° rør Fitting Form
Hulrum: 4 hulrum
Formstørrelse: 50 mm
Formstål: Tyskland2316 kina2316 eller 4cr13 til hulrummet og kernen
Port: direkte port
formstruktur: Vinkelstift og oliecylinder
Hårdhed af kerne/hulrum: HRC 40-45° grader efter vakuum varmebehandling
Sprøjtestøbemaskine: 300 T
Taizhou Huangyan Hong Jin mold Co., Ltd blev etableret i 2002. Vi er professionelle i design og fremstilling af Rørfittingsformen i mere end 23 år.
Vi ser frem til et langt samarbejde med dig.
Følgende er de vigtigste oplysninger til din reference.
Vanskeligheder i designfasen af PVC-form
Kompleks løber og port design
Sværhedsgrad: PVC-smelte har høj viskositet og dårlig fluiditet. For at fylde alle dele af formhulrummet (især de tyndvæggede og distale dele) samtidigt og ensartet, er udformningen af flowkanalen (hoved- og grenkanaler) og porten afgørende.
Specifikke udfordringer:
Balanceret strømningskanal: Sørg for, at trykfaldet og strømningstiden fra sprøjtestøbemaskinens dyse til enden af hvert hulrum er konsekvente, for at forhindre kort indsprøjtning (utilstrækkelig fyldning) eller overtrykshold (overløb, høj intern stress) fænomener.
Portposition og form: Forkert valg af portposition kan forårsage svejsemærker i det svage tryklejeområde, hvilket alvorligt påvirker rørfittings sprængtryk. Størrelsen af porten skal også beregnes nøjagtigt. Hvis den er for lille, vil den generere en stor mængde varme under klipning og være tilbøjelig til nedbrydning; Hvis den er for stor, vil afkølingen være langsom, cyklussen vil være lang, og det vil være svært at fjerne porten.
Kold materialebrønd og udstødning: PVC er let at afkøle, og en effektiv kold materialebrønd skal designes til at fange det forreste kolde materiale. Samtidig er komplekse hulrum tilbøjelige til at indeslutte gas, og det er nødvendigt at opsætte rimelige og tilstrækkelige udstødningsspalter, ellers kan det give problemer som forbrænding (nedbrydning) og materialemangel.
Design af hulrum og estimering af svindhastighed
Sværhedsgrad: PVC's formkrympningshastighed er ikke en fast værdi, og den påvirkes af forskellige faktorer såsom harpikskvalitet, formel (såsom fyldstofindhold), procesparametre (temperatur, tryk) osv.
Specifik udfordring: Designere skal tildele forskellige krympningshastigheder til forskellige dele af formen baseret på erfaring og en dyb forståelse af materialer. For eksempel er krympningshastigheden for tykt og tyndt kød forskellig, og krympningshastigheden langs strømningsretningen og lodret retning er også forskellig. Upræcis estimering kan føre til dimensionelle afvigelser i slutproduktet, hvilket især påvirker gevindforbindelsesstørrelsen og muffefittingsstørrelsen på rørfittings.
Kølesystem design
Sværhedsgrad: PVC er et varmefølsomt materiale, der skal afkøles effektivt og ensartet inde i formen.
Specifikke udfordringer:
Ensartet køling: Uregelmæssig rørstruktur og ujævn vægtykkelse resulterer i uensartede kølehastigheder. Dele med langsom afkøling vil krympe mere, hvilket resulterer i krympemærker, vridningsdeformation og indre spændinger.
Vandvejslayout: Det er nødvendigt at arrangere kølevandveje så tæt og afbalanceret som muligt på overfladen af formhulrummet i komplekse formrammer og kerner, hvilket er en enorm test af forarbejdningsevne. Ujævn afkøling fører direkte til forlængede produktionscyklusser og nedsat produktudbytte.
Afformningssystem design
Sværhedsgrad: PVC-fittings har normalt indvendigt gevind, omvendte spænder eller komplekse ribbestrukturer.
Specifikke udfordringer:
Kernetrækmekanisme: Komplekse glideblokke, skrå toppe og andre kernetrækmekanismer skal designes for at opnå afformning. Designet af disse institutioner skal være præcist, pålideligt, glat i bevægelse, interferensfrit og have tilstrækkelig styrke og slidstyrke.
Top-out balance: Layoutet af topstiften skal sikre, at rørfittings bliver skubbet jævnt og synkront ud. Enhver ubalance kan få produktet til at blive hvidt, deformeret eller endda gået i stykker.










 Whatsapp
Whatsapp Telefon
Telefon