
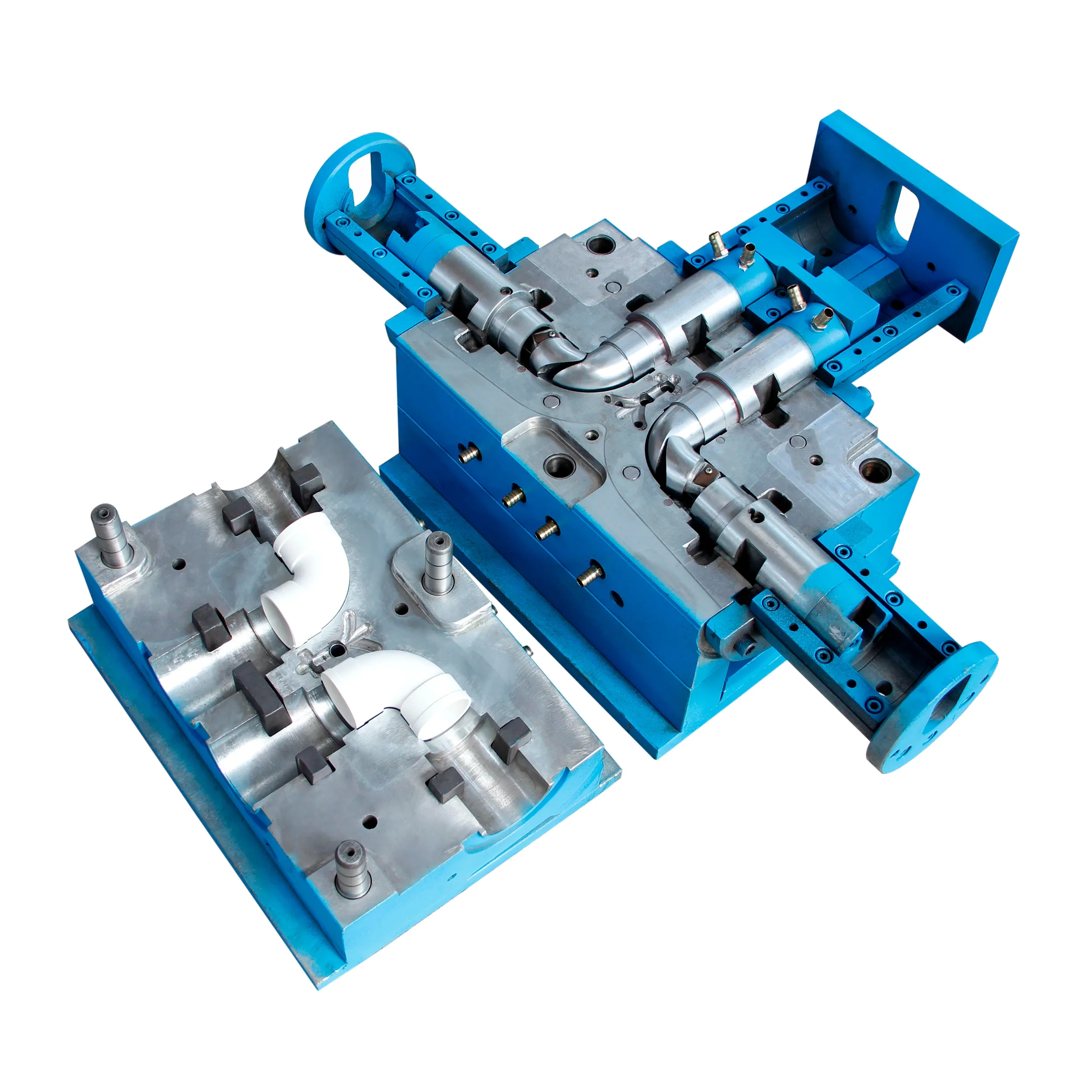
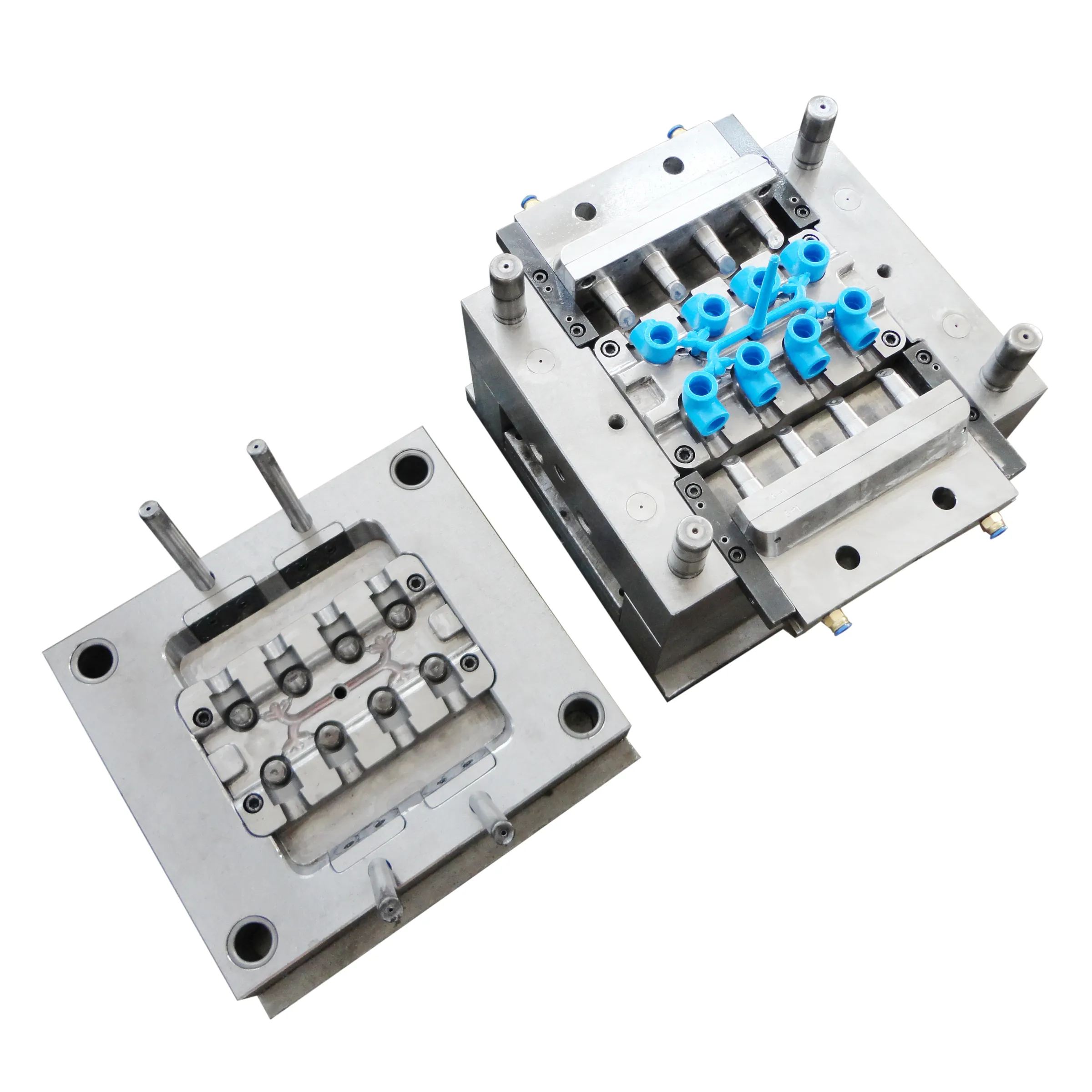
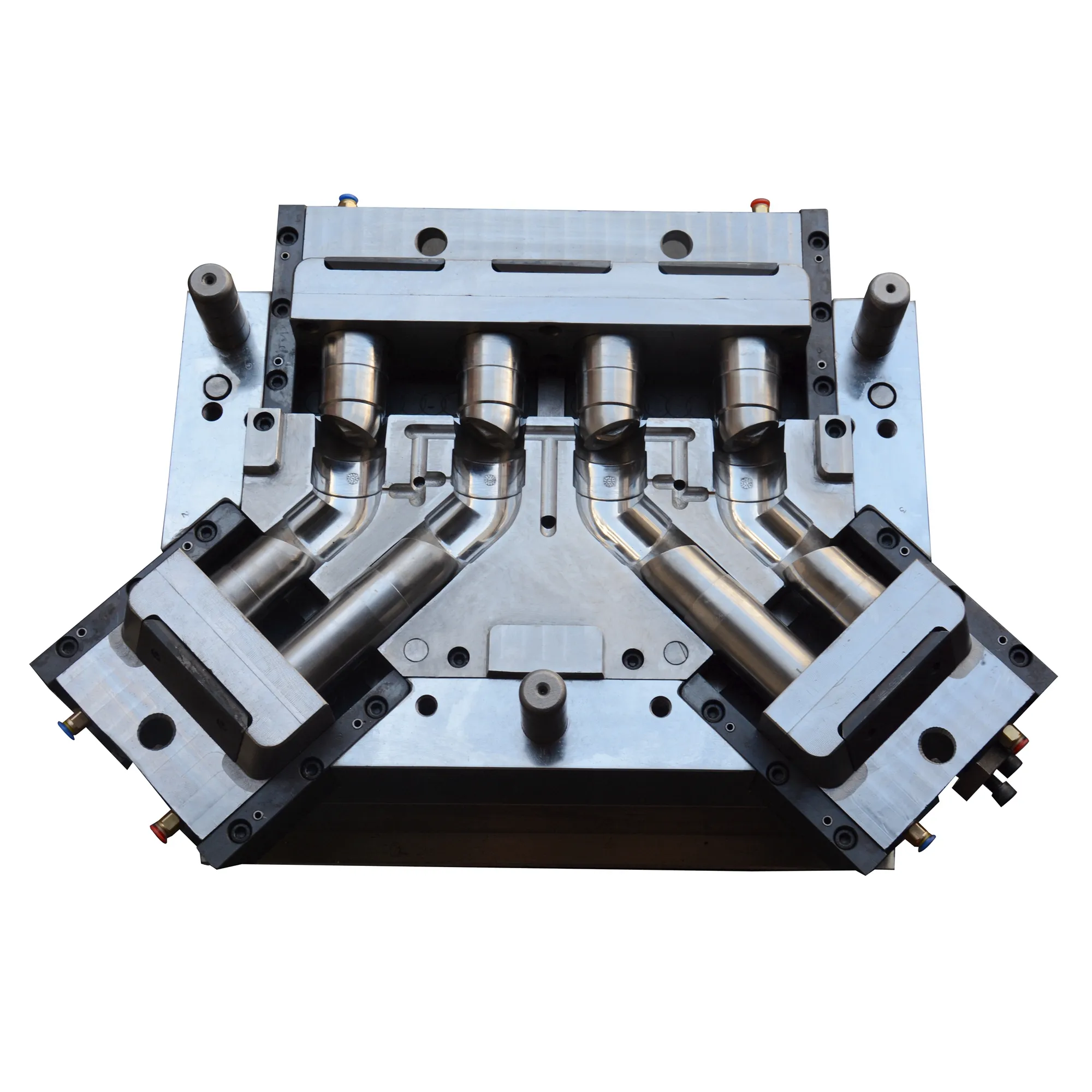
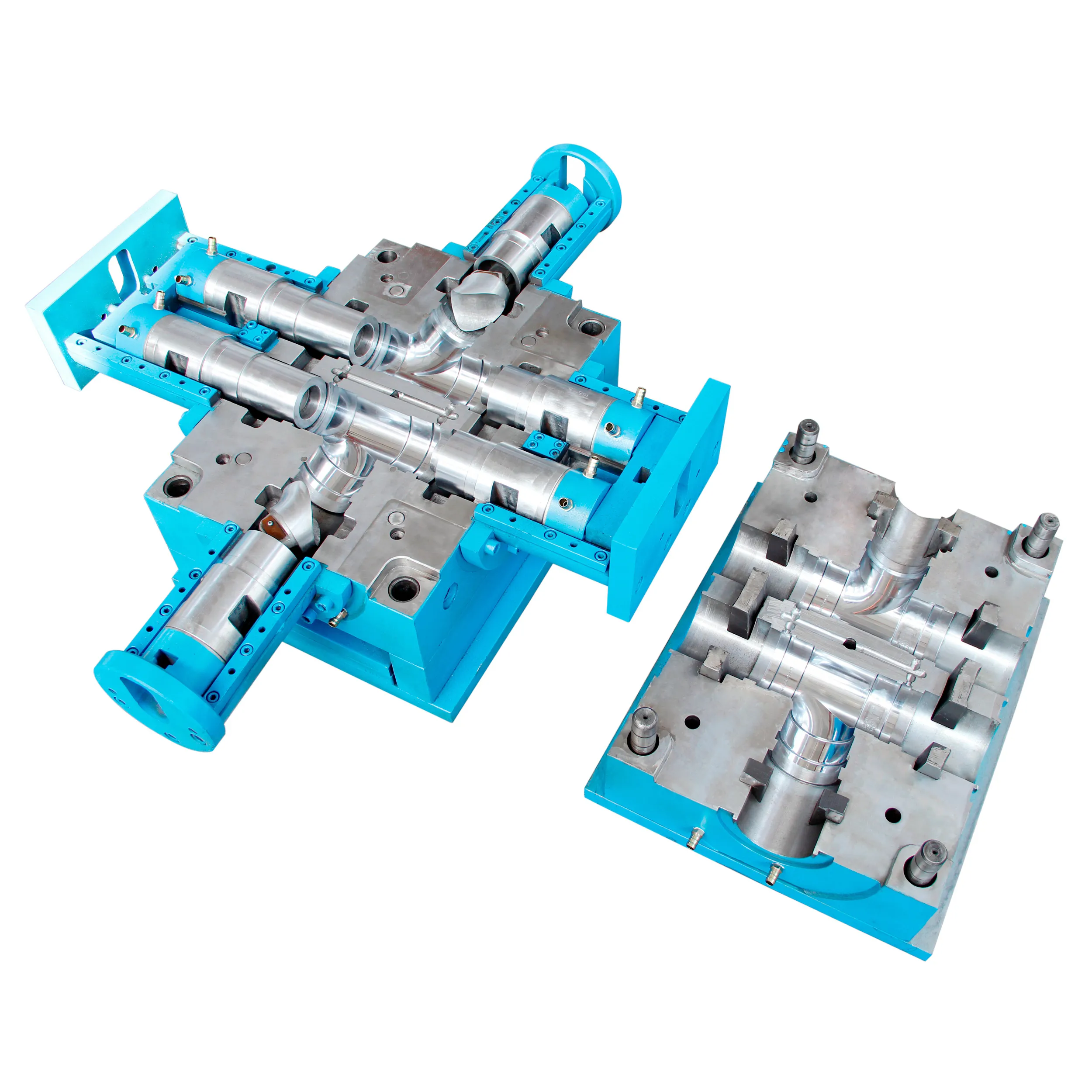
PVC Albue 90° sprøjtestøbning Pipe Fitting Form
Formens navn:PVC Albue 90° sprøjtestøbning Pipe Fitting Form
Hulrum: 8 hulrum
Formstørrelse: 40-50 mm
Formstål: Tyskland2316 kina2316 eller 4cr13 til hulrummet og kernen
Port: direkte port
formstruktur: Vinkelstift
Hårdhed af kerne/hulrum: HRC 40-45° grader efter vakuum varmebehandling
Sprøjtestøbemaskine: 250-320 T
Pvc-indsprøjtningsproblem og løsningen
1. Mangel på materiale: Fænomenet, at formen ikke kan fyldes, opstår ofte i processen med indsprøjtningsrørfittings. When the injection molding machine just started to work, due to the mold temperature is too low, the heat loss of PVC molten material is large, easy to produce early solidification, the resistance of the mold cavity is large, and the material can not be filled with the mold cavity. Dette fænomen er meget normalt, men også midlertidigt, efter kontinuerlig indsprøjtning af digital model vil automatisk forsvinde. Hvis formen ikke kan fyldes hele tiden, skal du overveje følgende situationer og foretage passende justeringer:
1: Indsprøjtningsmaterialets temperatur er lav, og fluiditeten er dårlig, så opvarmningstemperaturen kan hæves passende for at forbedre plastificeringen og fluiditeten af materialet.
2: Sæt sprøjtestøbningscyklus er kort, eller utilstrækkeligt materiale kan være passende til at øge injektionstiden og øge mængden af sol.
3: Hvis det indstillede tryk er for lavt, eller tidspunktet for konvertering fra indsprøjtningstryk til holdetryk er for tidligt, kan indsprøjtningstrykket øges passende, eller tidspunktet for konvertering fra holdetryk kan justeres.
4: indsprøjtningshastigheden er lav, indsprøjtningshastigheden kan øges passende.
5: flowkanalsystemets struktur er lille, kan være passende for at øge volumen af hoved-, shuntkanalen eller porten til at være større
6: formudstødningen er ikke god, kan være passende til at ændre portpositionen eller åbne en udstødningsrille.
7: tyndvægsfyldningsform er vanskelig, kan justere produktets struktur eller ændre portsystemet.







 Whatsapp
Whatsapp Telefon
Telefon